Zero “escape” por acaso. Cada defeito que escapa é uma conversa difícil com o cliente final.
O&R transforma incerteza operacional em controle previsível.
Em operações de alto volume, recall custa milhões.
O maior risco não é o defeito, é ele avançar sem ser percebido.
Contexto
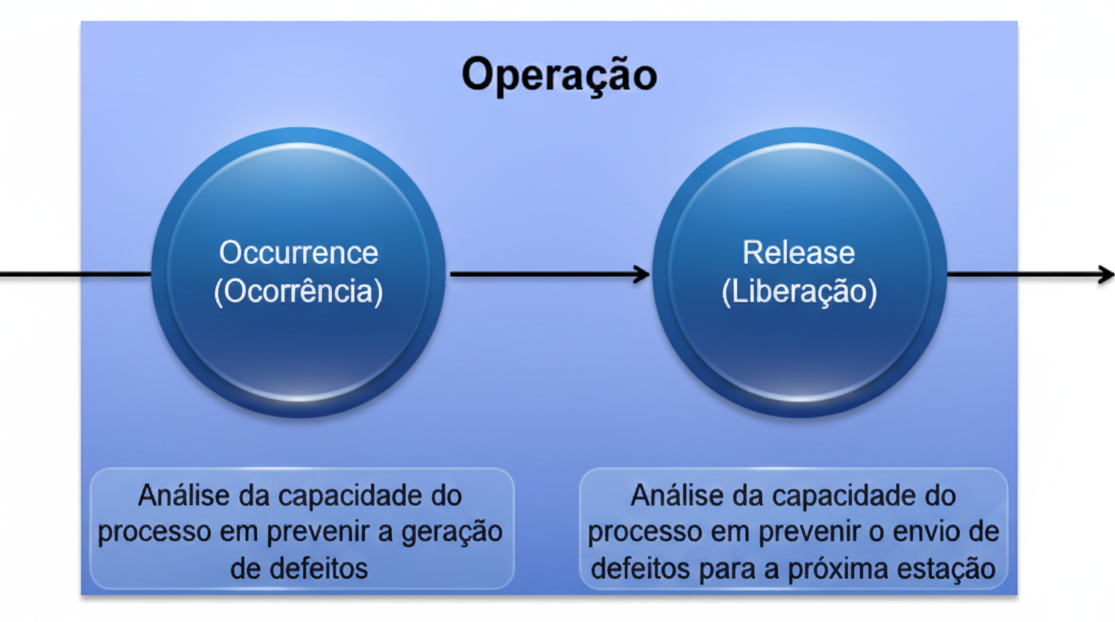
Em um ambiente com múltiplas células e alto volume, o risco real não é apenas “gerar defeito”, é não perceber e permitir que avance para a próxima estação. O&R cria uma leitura objetiva do processo por modo de falha, com critérios claros para Occurrence e Release.
Problema
Falhas de posicionamento, ausência de componentes, by-pass e variações operacionais com baixa robustez de detecção/retenção.
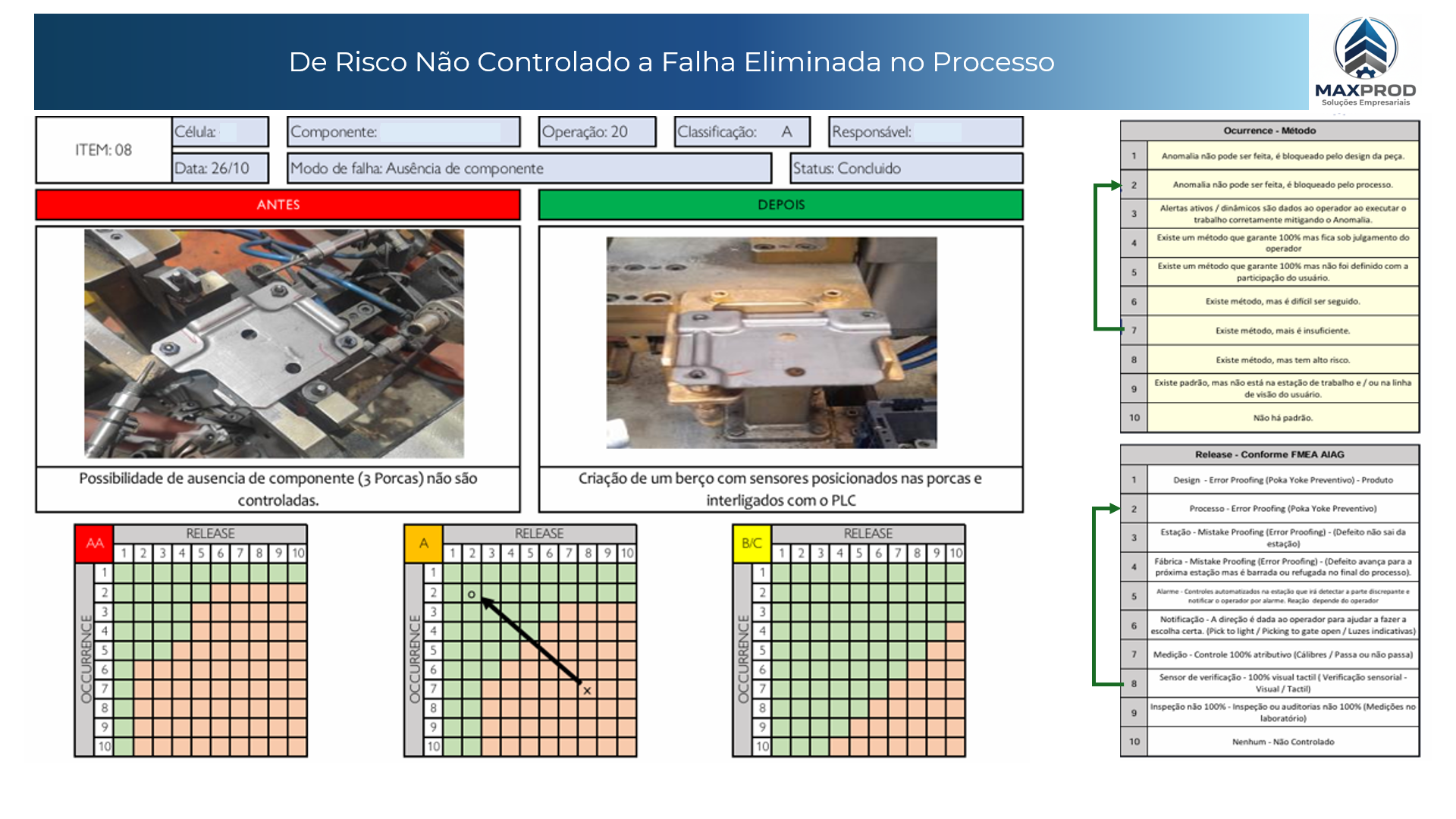
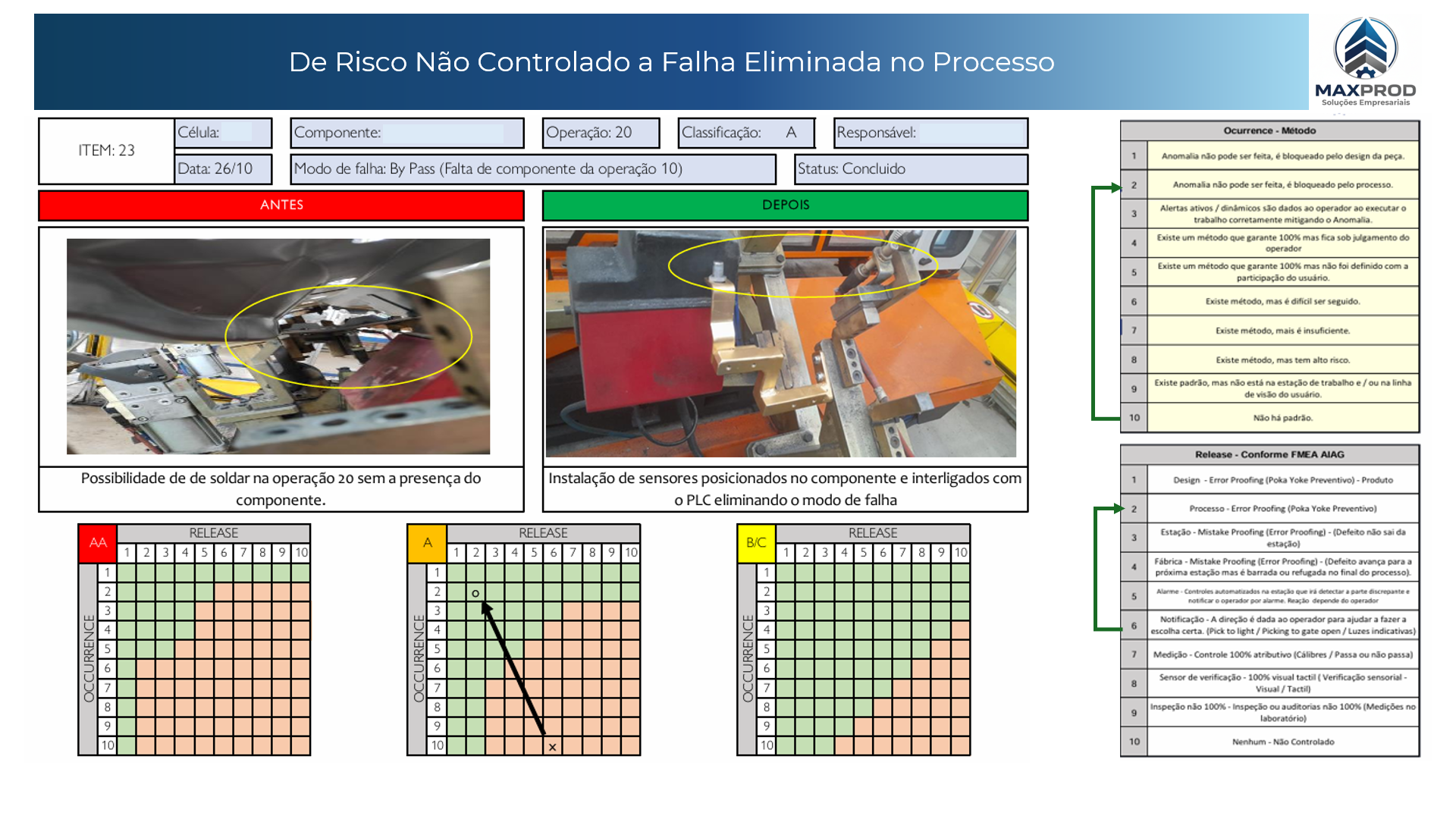
Resultados esperados: colocar o máximo de modos de falha no quadrante verde, respeitando a classificação do defeito e elevando o nível do controle (prevenção e/ou retenção).
Como funciona (na prática)
- Análise in loco no processo produtivo (fase a fase)
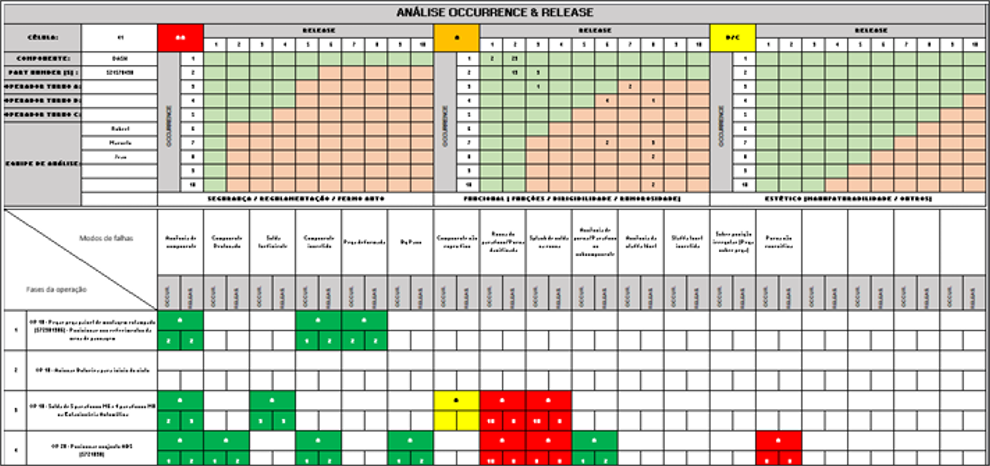
- Critérios padronizados para Occurrence (10 níveis) e Release (FMEA/AIAG)
- Matriz de quadrantes para classificar e visualizar riscos
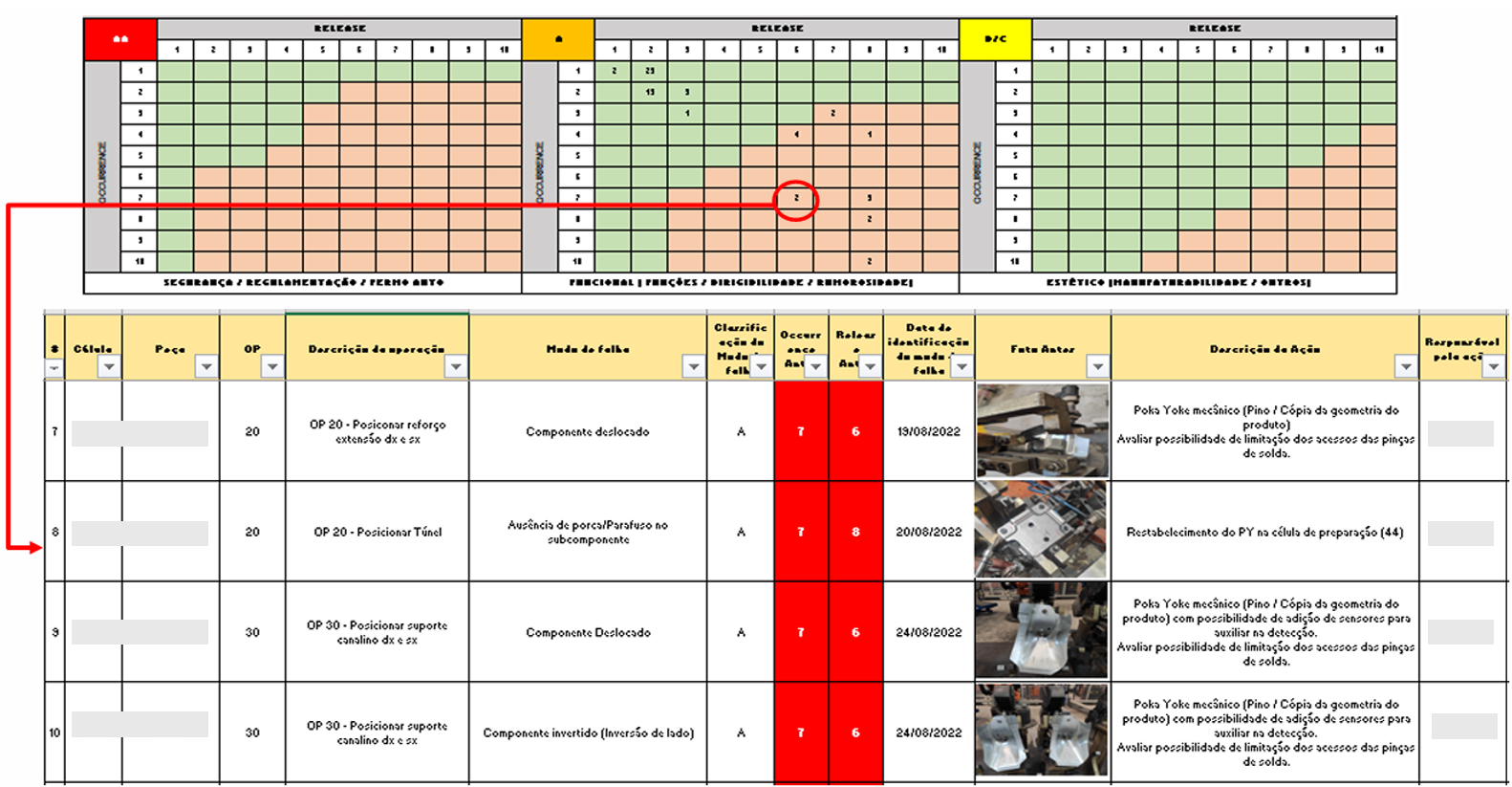
- Plano de ação automático para MDF “descobertos” (priorização por criticidade)
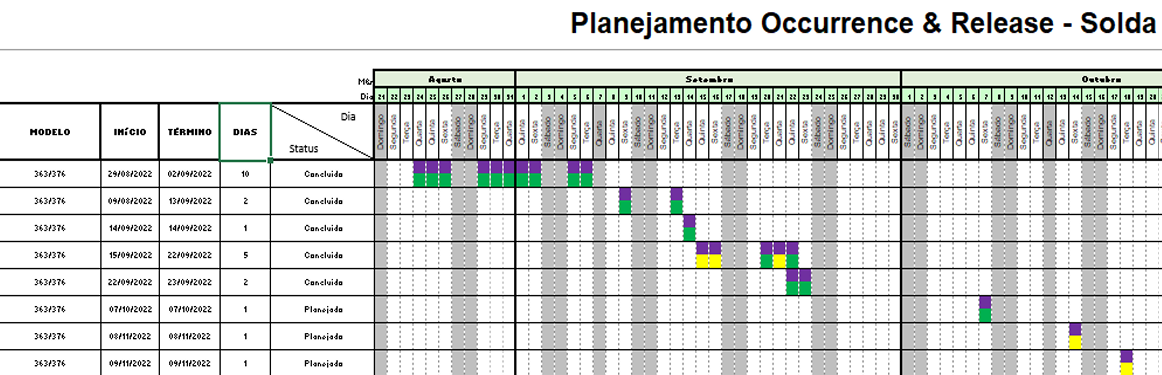
No projeto, foram mapeadas 63 células de solda e o trabalho iniciou por priorização (reclamações x produto), garantindo foco onde o risco/impacto era maior.
Plano de ação (fechando os “descobertos”)
100% dos modos de falha classificados como descobertos na matriz O&R entraram no plano de ação com priorização por criticidade — garantindo execução e sustentação.
MDF “descoberto” vira ação. Sem exceção.
Criticidade define a ordem e o tipo de robustez (prevenção/retenção).
Acompanhamento de ações e cobertura por célula (KPI).
Antes e depois (robustez real)
As melhorias típicas envolveram poka-yokes mecânicos, reposicionamento de sensores para eliminar “ponto cego”, sensores interligados ao PLC para presença/ausência e soluções de correlação (ex.: porca x compartimento/cor), elevando Occurrence e Release.
- Inversão de lado: poka-yoke mecânico + sensor fora do ponto cego
- Ausência de componente: berço com sensores + PLC
- By-pass: bloqueio lógico/físico com presença confirmada
- Porca não específica: correlação por cor/compartimento
Resultados
A matriz O&R consolidou a leitura em nível planta, destacando rapidamente onde estavam os maiores riscos (Occurrence/Release) por criticidade. Isso reduziu debate subjetivo e acelerou a execução de melhorias.
- Visibilidade do risco por MDF e por célula
- Direcionamento de ações para “mover” quadrantes (para verde)
- Foco em soluções de robustez: poka-yokes, sensores, PLC, correlação de componentes
- Controle via acompanhamento de ações e cobertura de MDF
Projetos conduzidos sob confidencialidade, com foco em impacto real no processo produtivo.